- Información general de la corporación Corazón de la corporación Visión & Filosofía Asociación Certificación Cultura de la empresa
- Nuestros servicios Diseño e Ingeniería Mantenimiento y Servicio Examinar la Línea de Producción Actualización y Transformación Almacenamiento y Logística Procesamiento y Comercio
- Administración Nuestra historia Responsabilidad global
- Centro de adquisiciones Pasantía
- Metal Productos de Aluminio Productos de Cobre Productos Revestidos de Metal Productos de Acero Inoxidable Productos de Acero Aleación Especial
- Construcción Rejilla de Acero Estante de Almacenamiento Estructura de Acero Puente de Acero Sistema de Andamios Material de Construcción Materiales químicos One Stop Solutions for Projects
- Contenedores Contenedor Estándar ISO Contenedor del Equipo Contenedor del Almacenamiento Casa de Contenedor Contenedor Frigorifico / Contenedor Aislado Contenedor Offshore
- Maquinaria Máquina de Formación Metálica Otras Máquinas Máquina de Corte de Metal Máquina de Procesamiento de Metal Máquina Dobladora Máquina de Bloqueo
- Productos Mecánicos Industria del Vehículo Miscelánea Equipo de Amarre Equipo Marino Recipiente de Presión
- Sistema Eléctrico Cable Eléctrico Automatización Distribución de Energía Sistema de Energía Solar Sistema de Protección Eléctrica Transformador Línea de Producción Sistema de iluminación
- Accesorios Médicos Productos de Alimentación Productos de Vía Respiratoria Productos de Enfermería Productos de Inyección
- Maquinaria de construcción
- Proyecto EPC
- Oleoducto
- Tubería de agua
- Gasoductos
- Accesorios para Barcos y Amarres
- Metal para decoración
- Componentes de transformadores
- Tubo del Intercambiador de Calor
- Repuestos y Accesorios de Aire Acondicionado
- Caldera
- Electrodomésticos para Cocina y Baño
- Metal para Electrodomésticos
- Aparato de Energía Solar
- Ascensor
- Techos y Cubiertas
- Cable
- Tanques
- Embalaje
- Partes y Accesorios de Maquinaria y Equipos
- Molde
- Partes de Automóvil
- Carriles y Rieles de Grúa
- Accesiorios de Hardware
- Abrasivo
- Equipo de Construcción de Carreteras
- Componentes Electrónicos
- Materiales de construcción y decoración
- Puertas y Ventanas
- Refrigeradores
- Comunicado de prensa Noticias de la Industria Metálica Noticias de Maquinaria y Equipo Noticias de Construcción y Obra Noticias de Productos Mecánicos Noticias de Contenedores Noticias de Sistema Eléctrico Noticias de Accesorios Médicos
- Mediateca Videos Imágenes Seguir las redes sociales de Shanghai Metal
Tanque de Petróleo


Norma nacional: GB 50128-2005
Norma internacional: API-650-2007
Servicio ofrecido después de la venta: Servicio en el extranjero
Color: Personalizado
National standard: GB 50128-2005
International standard: API-650-2007
After-sales Service Provided: overseas service provided
Color: Customized
Estándar para Tanque de Petróleo
Standard for Oil Tank
Estándar nacional: GB 50128-2005 Norma de construcción y aceptación para el tanque cilíndrico vertical del aceite de la soldadura de acero
Estándar internacional: API-650-2007 Estándar del tanque de almacenaje del aceite de la soldadura de acero
National standard: GB 50128-2005 Construction and acceptance standard for vertical cylindrical steel welding oil tank
International standard: API-650-2007 Standard of steel weld oil storage tank
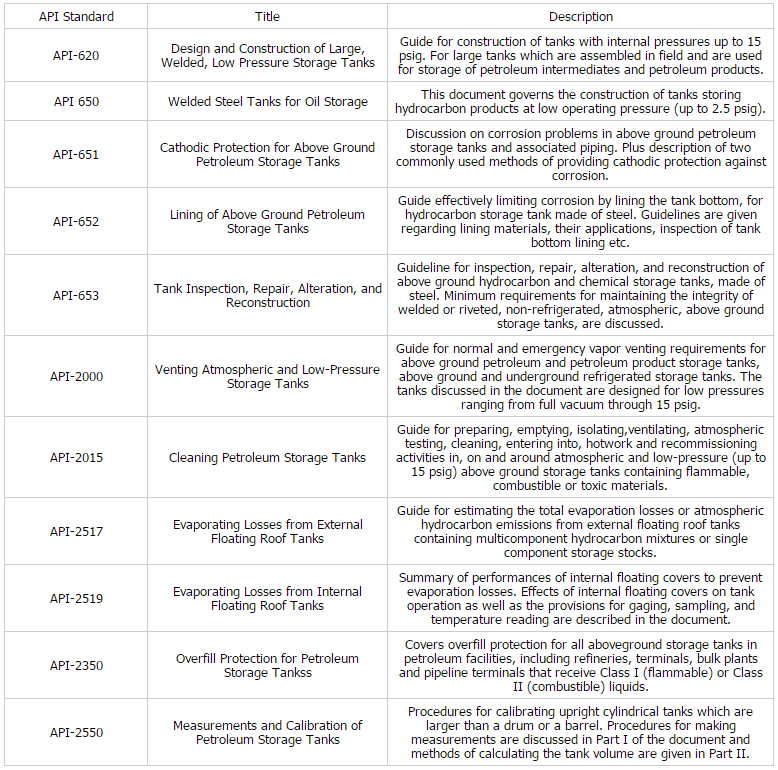
Estándar API para Tanque de Petróleo
API Standard for Oil Tank
Especificaciones para la construcción
Método de construcción: el método de la cadena de capirotazo-chip se utiliza generalmente para el depósito de almacenamiento de aceite vertical común: preparación de la construcción → inspección de materiales → corte → mecanizado → inspección → soldadura de la placa central en la parte inferior del tanque → soldadura de la placa de borde arco en la parte inferior del tanque → montaje del poste central y del paraguas → montaje y soldadura del anillo superior → montaje y soldadura del ángulo del borde y del acero → montaje del soporte del arco temporal →instalación del dispositivo de elevación de la cadena líder → montaje y soldadura del tejado del arco → instalación y soldadura del círculo inferior → acoplamiento de la placa superior del círculo → soldadura de la costura circular → instalación y soldadura de cada costura circular → instalación y soldadura del círculo inferior, placa inferior y costura angular → instalación y soldadura de la placa de borde de la placa inferior → inspección → instalación de accesorios → prueba de vacío → prueba → observación de asentamiento → entrega
Specification for Construction
Construction method: chain flip-chip method is usually used for common vertical oil storage tank: construction preparation→material inspection→cutting→machining→inspection→welding of the center plate at the bottom of tank→welding of the arch edge plate at the bottom of tank→setting up the center post and umbrella stand→installation and welding of top ring→installation and welding of edge and steel angle→assembling of temporary arch bracket→installation of leading chain lifting device→installation and welding of arch roof→installation and welding of the lower circle→Jack-up the top circle shell plate→welding of circular seam→installation and welding of every circular seam→installation and welding of bottom circle, bottom plate and angle seam→installation and welding of edge plate of bottom plate→inspection→installation of accessories→vacuum test→test→settlement observation→hand over
Prefabricación y Montaje para Tanque de Aceite
Prefabricación de tanque: tres son placas de muestra: una es para comprobar la curvatura del techo de arco, cuya longitud de acorde no sea inferior a 2 m; uno es para comprobar la deformación del borde de la costura de soldadura vertical, cuya longitud de cuerda no es inferior a 1 m; otro es para comprobar la deformación de la costura de soldadura vertical, cuya longitud de cuerda no es inferior a 1 m.
Montaje del tanque: De acuerdo con la secuencia para la instalación del tanque de aceite, la superficie inferior de la placa inferior se debe hacer el trabajo de anticorrosión antes de la instalación de la placa inferior. Se debe dibujar un eje transversal en la superficie antes de la disposición de la placa inferior. La desviación con la línea central observada por la construcción civil debe estar dentro del alcance de permiso.
Prefabrication&Asembling for Oil Tank
Prefabricating of tank: three are sample plates: one is for checking curvature of arch roof, chord length of which is no less than 2m; one is for checking the deformation of the edge of vertical weld seam, chord length of which is no less than 1m; one is for checking the deformation of vertical weld seam, chord length of which is no less than 1m.
Assembling of tank: According to the sequence for installing oil tank, the lower surface of bottom plate should be done the anticorrosion work before installation of bottom plate. A cross center line should be drew up on the surface before layout of bottom plate. The deviation with the center line remarked by civil construction should be within the scope of permit.
Método de Inspección
Inspección de soldadura y costura de soldadura: Para evaluar el proceso de la soldadura del junto de extremos, la soldadura de filete T y la placa de tubo de acuerdo con JB4708-92 La evaluación del proceso de soldadura del recipiente de presión de acero. Para hacer la guía del proceso de soldadura en el sitio, la persona quien hace el NDT para la costura de soldadura del tanque de aceite. RT se realizará de acuerdo con la especificación de GB3323-87 Radiograma y la calidad del junto soldado de extremos por soldadura de fundición de acero.
Prueba del tanque: La prueba del vacío será adoptada para todas las placas del fondo y el grado del vacío no debe ser menos que 53Kpa. La prueba de penetración se utilizará para la inspección otra vez.
Para hacer la prueba del tanque lleno de agua, suben y bajan la prueba de disco flotante y la observación del establecimiento de la fundación. A continuación, cerran temporalmente la parte superior de los orificios y abren los agujeros de luz en el techo y luego llenan el agua en el tanque. El agua debe ser de agua dulce y la temperatura debe ser inferior a 5 ℃. La presión debe mantenerse durante horas.
Prueba de llenado de agua, prueba de resistencia y de estabilidad para placa de cubierta y de techo: Para cerrar los agujeros de luz, agujeros de espuma y agujeros de ventilación en el techo cuando el nivel de agua llega a 1m y luego llena el agua continuamente. Para observar la presión a través del manómetro en el techo. La prueba de estabilidad se realizará después de la prueba de llenado de agua. Cuando el nivel del agua alcanza el nivel máximo de operación de líquido, cerran la abertura y drenan el agua lentamente. Cuando la presión negativa generada en el tanque, supervisan estrictamente el número de presión negativa. Cuando el número de presión negativa alcanza a 200 mm, detienen el drenaje de agua inmediato y llenan el agua, hacen que la presión en el tanque sea normal.
Detección de la grieta: Para hacer la prueba de penetración y MT para la costura de la soldadura del filete del junto de ángulo y de la placa de refuerzo en el tanque.
Inspection Method
Inspection of welding and weld seam: To evaluate the welding process of butt joint, T fillet weld and tube plate according to JB4708-92 The evaluation of welding process of steel pressure vessel. To make the guide book of welding process in the site, the person who do the NDT for weld seam of oil tank. RT will be done according to the specification of GB3323-87 Radiogram and quality of butt joint welded by steel melt weld.
Tank test: Vacuum test will be adopted for all bottom plates and the vacuum degree should not be less than 53Kpa. The penetrate test will be used to reinspect.
To do tank water filling test, up and down test of floating disc and observation of foundation settlement. Then to close the holes of upper part temporarily and to open light holes on the roof and then to fill water into tank. The water should be fresh water and the temperature should be lower than 5℃. The pressure should be kept for hours.
The water filling test, strength test and stability test for shell plate and roof plate: To close the light holes, foam holes and vent holes on the roof when the water level reaches to 1m and then to fill the water continuously. To observe the pressure through the pressure gauge on the roof. The stability test will be done after water filling test. When the water level reaches the maximum operation liquid level, to close the opening and drain the water slowly. When the negative pressure generated in the tank, to monitor the negative pressure number strictness. When the negative pressure number reaches 200mm, to stop draining water immediately and to fill water, making the pressure in the tank be normal.
Crack detection: To do penetration test and MT for the fillet weld seam of joint angle and stiffening plate on the tank.
UNA
COTIZACIÓN
AQUÍ
NOSCOMUNICAREMOS CON USTED DENTRO DE LAS 8 HORAS




